Where raw compound
becomes specification.
Precision transfer molding for programs that cannot tolerate rejects. · MIL-SPEC · PPAP · AS9100D
Active Cavities
Multi-cavity production tooling
Tonnage Range
Hydraulic clamp force capacity
Parts Shipped / Yr
Across aerospace, auto & electrical
Defect Rate
Statistical process control verified
From first drawing to qualified production — every phase documented.
Six phases. One supplier. No subcontracted tooling, no mystery in the process.

Every program starts with geometry and a tolerance stack.
Submit your 2D drawing, 3D STEP file, or part specification. Our engineering team reviews material class, durometer, cross-section geometry, and functional requirements within one business day. No NDAs required for initial review.
Accepts: DWG · STEP · IGES · PDF spec sheets
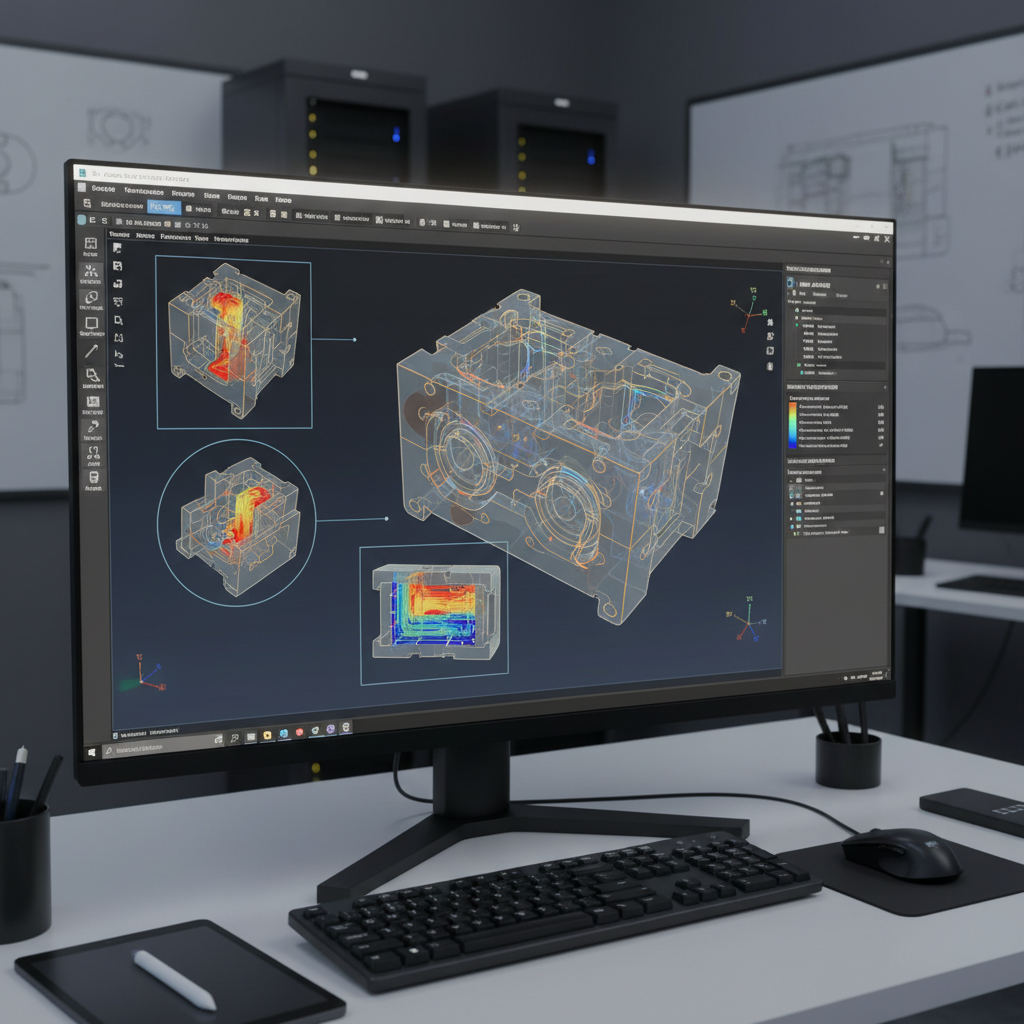
We redesign for manufacturability before a single tool-path is cut.
Design for Manufacturability analysis covers gate placement, flash line optimization, parting surface geometry, post-cure shrink prediction, and secondary operation feasibility. We return a marked-up drawing with recommended changes — or a clean approval if your design is already optimized.
Covers: gate · flash · shrink · draft · secondary ops
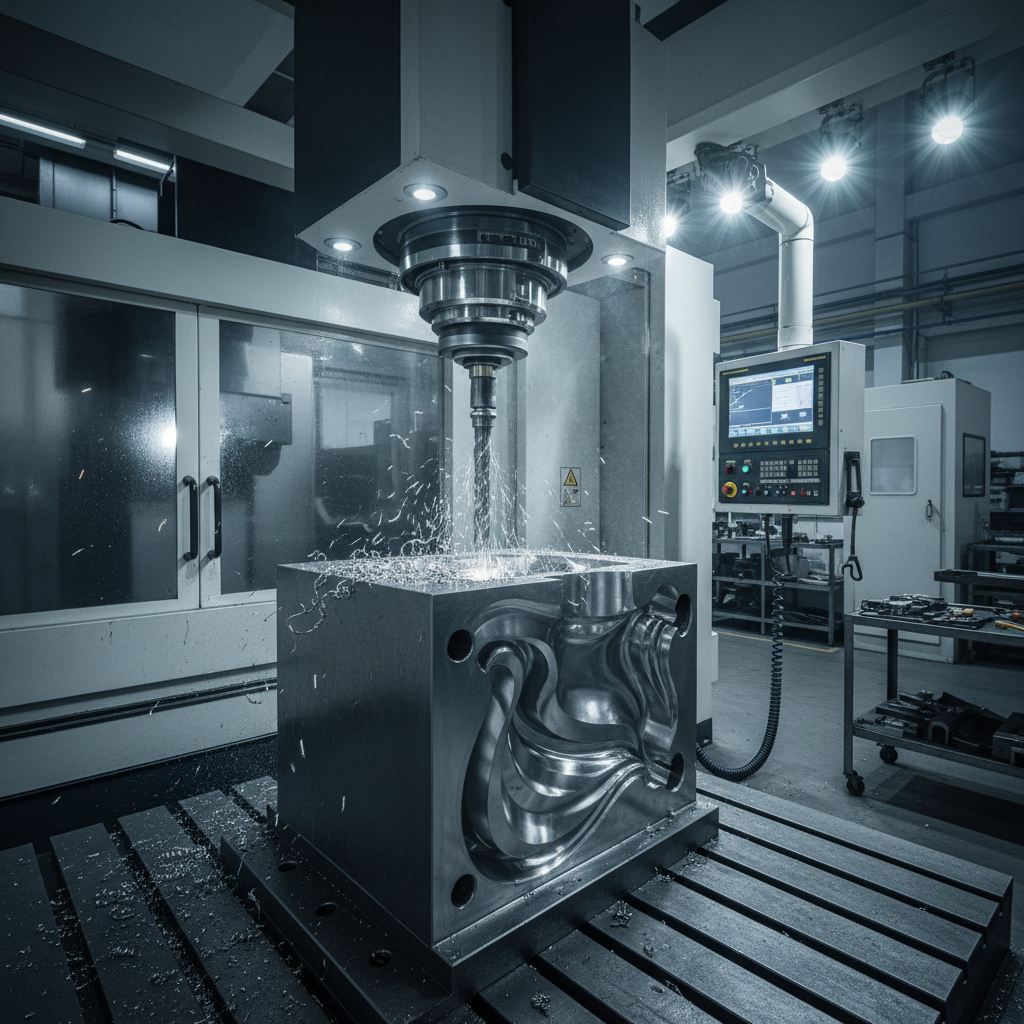
P20 and H13 tooling machined to ±0.0005" on our floor.
We design and build all tooling in-house on Mazak and Okuma 5-axis machining centers. Cavity dimensions are verified by CMM against the approved part drawing before heat treat. Standard lead time for production tooling is 4–6 weeks from DFM approval.
Steel: P20 · H13 · 420SS · Beryllium Copper inserts
Still qualifying vendors? See the presses running.
Request a Plant Tour
First article parts in your hands with dimensional data attached.
T1 shots are run at documented process parameters. Every cavity is measured against the part drawing using CMM and optical comparator. You receive a full dimensional report, material cure verification, and Shore hardness data — not just a bag of parts.
Reports: CMM · Shore A/D · specific gravity · tensile

Level 3 PPAP packages ready for your supplier portal.
We prepare and submit complete PPAP documentation including design records, process flow diagram, PFMEA, control plan, MSA, initial process capability study (Cpk ≥ 1.67), and PSW. Compliant with AIAG 4th edition and AS9102 first article requirements.
Standard: AIAG 4th Ed · AS9102 FAI · NADCAP-ready

A qualified production line is a partnership already in motion.
Production runs are governed by an approved control plan. SPC data is collected at defined sampling intervals. Certificate of Conformance accompanies every shipment. Annual re-validation keeps your supplier qualification current. We flag process drift before it becomes a nonconformance.
C of C · SPC · annual revalidation · dock-to-stock capable
Materials, tolerances, and certifications — specified.
If it transfers under heat and pressure, we have a compound grade and a control plan for it.
— Material Classes
— Dimensional Tolerances
— Certifications & Compliance
Programs that already shipped from this floor.
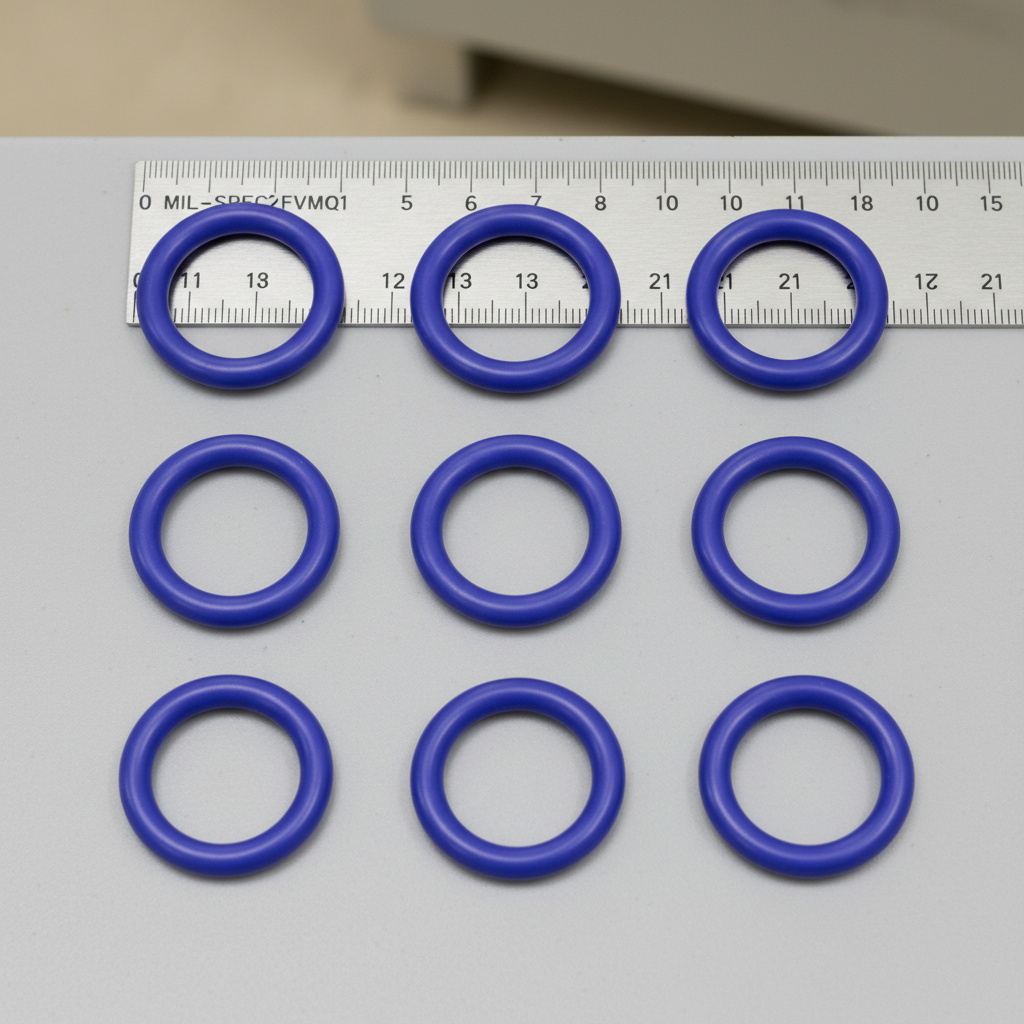
MIL-spec O-rings · Fluorosilicone
AS568 Series · ±0.002" cross-section

CV Joint Boots · EPDM
ASTM D2000 · 6-week tool-up

HV Bushings · Phenolic
NEMA LI-1 · 0 void defects
"MoldForge submitted a complete PPAP package in 19 days. Their Cpk data was cleaner than anything we had seen from a Tier-1 supplier. The fluorosilicone O-rings went straight to dock-to-stock on first qualification."

Marcus Hollenbeck
Sr. Procurement Engineer
Pratt Defense Systems
"Six-week tool-up is not a marketing claim — they hit it. The EPDM CV boots came out of T1 with every dimension green. We had production parts running before our previous supplier finished their DFM review."

Diane Kowalczyk
Supplier Quality Manager
Delphi Powertrain Components
"High-voltage phenolic bushings with zero void defects across 80,000 pieces. We audit our critical suppliers annually — MoldForge passed with zero findings."

Rajiv Sundaram
Director of Component Engineering
Eaton Electrical OEM Division
You have seen the process. Start the conversation.
Submit a drawing and we will return a DFM assessment and preliminary quote within one business day. No NDA required for initial review.